Channels
Special Offers & Promotions
High Throughput Flow Reactor for Process Chemists
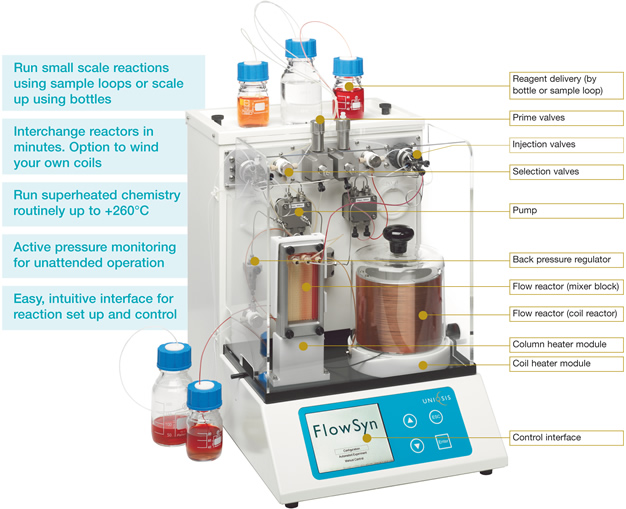
The FlowSyn Maxi™ from Uniqsis is a high throughput flow reactor for process chemists looking to optimise reaction conditions before scaling-up synthetic production to multiple kilograms per day.
Combining the benefits of proven FlowSyn technology with the capability to run at high flow rates (up to 100 ml/min) in a compact benchtop design - the FlowSyn Maxi™ sets a new standard for higher throughput applications. Designed for ease of use the highly intuitive user software interface quickly guides you through the process for setting up a flow chemistry reaction. Once set up, FlowSyn Maxi automatically runs the experiment unattended, ensuring that critical parameters remain within defined limits.
FlowSyn Maxi™ is designed to carry out superheated reactions up to +260°C (1400 psi) and cooled reactions down to -70°C - making it one of the most versatile process scale flow reactors available. The robustly constructed system can be specified in stainless steel or Hastelloy® with PTFE flow paths making it compatible with most chemistries. The unit is fitted with larger bore inlet tubing and upgraded inlet/outlet solenoid valves with bigger fluidic channels to cope with higher process scale flow rates.
The FlowSyn Maxi™ is compatible with all existing Uniqsis coil reactors, though is optimized for use with larger reactors (up to 60ml) using 1/8-inch OD tubing in conjunction with glass static mixer chips to ensure efficient and reproducible mixing. Reagents can be delivered from large stock bottles or from sample loops (up to 50 ml).
About Uniqsis
Since 2007, Uniqsis has specialised in the design and supply of mesoscale continuous flow chemistry systems for a wide range of applications in chemical and pharmaceutical research. The company’s aim is to make flow chemistry easily accessible to both novices and experienced users.
News Channels
- Latest News
- New Laboratory Products
- Industry News
- Laboratory Automation | IT Solutions
- Microscopy | Image Analysis
- Separation Science
- Research | Case Studies
- Video Presentations
- Events | Conferences
Subscribe to any of our newsletters for the latest on new laboratory products, industry news, case studies and much more!
Popular this Month
Top 10 most popular articles this month
Today's Picks
Looking for a Supplier?
Search by company or by product
Please note Lab Bulletin does not sell, supply any of the products featured on this website. If you have an enquiry, please use the contact form below the article or company profile and we will send your request to the supplier so that they can contact you directly.
Lab Bulletin is published by newleaf marketing communications ltd.
Media Partners